

 当前位置:
当前位置: 热门产品






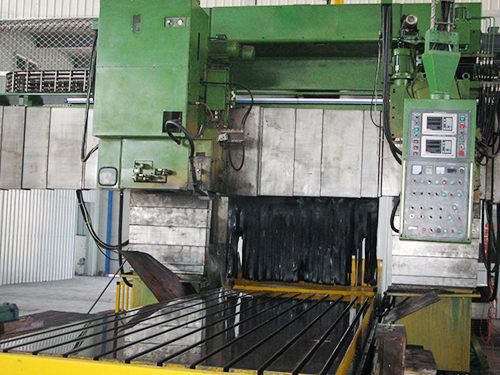



铣床镗床改造液压部分改造方案与机械大修方案
1、铣床镗床改造x轴部分
x轴的移动均采用一腔一泵的恒流静压导轨。并由多头泵供油,该系统具有静压,避免了恒压毛细式静压易堵塞和复合式导轨静动磨擦系数差别大,导轨易摩损,定位精度低等缺陷,提高了导轨的刚度,延长了导轨的使用寿命。
2、铣床镗床改造滚珠丝杠及导轨润滑
滚珠丝杠及y轴导轨润滑保留机床的原润滑方式不变。
3、减速箱润滑
x、y、z/w轴减速箱采用机床的原润滑方式不变。
4、总油泵站方案
重新设计制造新的机床总油泵站,并配备其相应的回油管路及保护检测元件。油泵站为机床床身、滑座等提供静压油和润滑油。油路系统中配备了一台制冷劲的油温自动控制装置,对供油装置进行温度控制。
机械大修方案
清洗除锈,对机床进行清洗。对机床的相关部件除锈处理。对机床床身的导轨进行检查,对其研伤通过精加工或人工修刮的方式来修理。将下滑座与床身导轨进行合研配刮,恢复x轴的相关精度。重新安装机床床身并调整其几何精度,以满足其工艺要求。对立柱导轨进行检修,恢复其精度,若需要,则通过人工修刮的方式来其精度要求。对立柱的传动部分进行检修。对机床主轴箱传动部分及变档机构进行检查调整,换已经损坏的零件,恢复其正常的工作状态。并将主轴箱与立柱导轨进行合研配刮,恢复其相关精度。重新调整与镗杆轴向及径向精度相关的轴承预紧力并检查调整滑枕镶条。对机床的各个镶条进行配刮,以满足相关的标准要求。根据工艺参数要求,重新配磨机床的各个压板。清洗检修机床的液压润滑系统,换老化坏损的压力开关、阀、密封件、管件等。保留机床原用于主轴箱、滑枕夹紧及变挡拉刀的气动系统不变。对其进行检修调整,换老化元件,恢复正常使用。
1、铣床镗床改造主轴部分
(1)保留机床主传动的原直流主轴电机驱动,并经机械变速,及电机的无级调速,以满足各种不同工序的加工要求。
(2)主轴可保留原挂轮机构功能,或取消该机构安装编码器以实现数控的定向功能及螺纹加工。
2、铣床镗床改造x轴部分
x轴移动采用双齿轮-齿条传动装置,其反向间隙通过双齿轮的调整来。采用该结构后,有利于提高其位置精度,并改进其抖动爬行状态。改造时重新设计制造x轴的减速箱。
3、y轴主轴箱部分
根据机床的原有结构及数控要求重新设计制造新的传动箱。
4、z、w轴部分
根据数控要求重新设计制造其传动箱。z、w轴通过原主轴箱内的离合器进行切换。并实现z、w轴的分别编程功能。
5、工作台改造方案
(1)v轴部分
取消v轴原传动齿条,在床身合适部位安装滚珠丝杠。因安装滚珠丝杠的高度尺寸较小,故只能选择Φ63mm的滚珠丝杠。由于丝杠直径较小,其传动链的刚性不足,因此建议v轴作为定位轴使用。为了配合传动链的改造,转台下滑座将粘贴导轨软带,并与修理好的床身导轨配刮合研。根据数控驱动的技术要求,重新设计制造v轴减速箱,并将新的减速箱安装在床身外端面。
(2)B轴部分
将转台的原减速箱改为回转台,取消原切换用的离合器。若安装部位尺寸合适,我方将设计双齿轮减速箱,以改进其传动性能及反向间隙。
6、升降走台部分
新设计的机床的操作箱安装在走台上。机床采用集中操作方式,对主机进行操作,工作台保留原独立的操作方式不变。为了对刀及调整方便操作箱配备一带5m长线缆的手持单元。
7、拖链部分
机床改造保留机床的原有x轴拖链并增加立柱到主轴箱的拖链。


扫一扫
关注我们
Copyright © 2020-2021 www.bjxxycnc.com. All Rights Reserved 北京鑫兴源数控技术有限公司版权所有 备案号:京ICP备19018033号-2
